jazyk / language: česky | english | |||||||||||||
|
|||||||||||||
podpora on-line | seriál Řezné nástroje, Technický tydeník, 2012
Přestože pod třískovým obráběním závitů se rozumí především jejich zhotovení soustružením či frézováním
TVÁŘENÍ ZÁVITŮ ZASTUDENA lze provádět válcováním závitovými válci či válcovacími čelistmi na speciálních strojích a válcovacími hlavami (vnější závity) nebo tvářecími závitníky (vnitřní závity). Výhodou takto zhotovených závitů je, že odpadá problém s odstraňováním třísek, dále vysoká kvalita zpevněného povrchu a velká nosnost závitového profilu, jelikož vlákna materiálu nejsou přeříznuta, nýbrž plynule sledují tvářený povrch. Nevýhodou jsou především rozměrová omezení zhotovovaného závitu, daná tvárností materiálu, obrobkem či strojem, která vyplývají z velkých sil, působících při procesu. Materiál obrobku nesmí mít pevnost vyšší než cca 1400 MPa, musí mít dobrou tvárnost zastudena a tažnost nejméně 10 %. Výhodnými materiály pro tváření závitů jsou proto měkké slitiny hliníku a oceli s pevností do 500 MPa. Dalším aspektem, kterému je nutno věnovat náležitou pozornost, je nutnost přesně stanovit a dodržet předvrtaný průměr otvoru či polotovaru, aby došlo ke správnému dotváření profilu a naopak, aby při požadavku na příliš velké přetváření (objem přemísťovaného materiálu je větší než prostor, kam má být přemístěn) nedošlo k nezvládnutelnému růstu krouticího momentu a havárii nástroje. Tváření vnitřních závitů se proto nedoporučuje pro rozteče nad 3 mm a průměry nad 30 mm a tváření vnějších závitů závitovými válci či válcovacími čelistmi je omezeno parametry speciálních tvářecích strojů, na nichž se vnější závity válcují. ZHOTOVOVÁNÍ ZÁVITŮ SOUSTRUŽENÍM
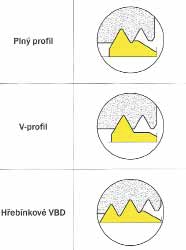
je nejproduktivnější metodou výroby závitů vnějších i vnitřních; lze ji použít pro většinu profilů závitu, dosahuje se jí dobrá kvalita obrobeného povrchu a při použití vhodného držáku lze zhotovovat závity i ve značné hloubce otvoru. Volbou parametrů řezného procesu a geometrie řezné destičky je možno dosáhnout potřebného utváření vznikajících třísek a tím usnadnit jejich odstranění z místa řezu. Tvar profilu je dán tvarem břitové destičky; její sklon musí odpovídat úhlu stoupání šroubovice závitu, který je dán roztečným průměrem závitu a jeho stoupáním; průměr závitu a jeho stoupání jsou určeny obráběcím strojem. Pro zhotovení profilu závitu lze užít tři typy břitových destiček: s plným profilem, s V-profilem a hřebínkové destičky (obr. 2). Destičky s plným profilem vytvářejí kompletní tvar závitu včetně vrcholu a jsou první volbou pro produktivní výrobu závitů s vysokou kvalitou tvaru. Pro každé stoupání a profil závitu je nutné použít jinou VBD; protože se opracovává i vrchol závitu, je zapotřebí zvláštní přídavek 0,03 – 0,07 mm na poloměru polotovaru a zpravidla není nutno odstraňovat otřepy. Destičky s V–profilem neseřezávají vrchol závitu, proto se musí opracovat polotovar na správný rozměr. Stejnou destičku lze použít pro určitý rozsah stoupání a stejný úhel profilu závitu; má tedy univerzální charakter. Hřebínkové destičky mají více než jeden hrot a jsou proto produktivnější – větší kontaktní délka řezné hrany však způsobuje větší řezné síly.
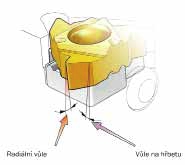
Přesnost tvaru závitu a životnost VBD jsou podmíněny dvěma typy úhlových vůlí: radiální vůlí a vůlí na hřbetu (obr. 3). Úhel nastavení pro potřebnou velikost radiální vůle činí pro vnější obrábění cca 10°, pro vnitřní 15° a je při správném výškovém nastavení destičky do osy dán nástrojovým držákem. Správný úhel sklonu by měl být stejný jako úhel stoupání šroubovice; zajišťuje totiž stejnou pracovní vůli mezi hřbety VBD a oběma boky závitu a tím i rovnoměrné opotřebení VBD.
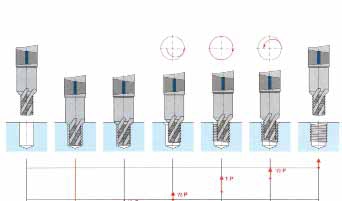
Dosahuje se použitím tvarové vymezovací destičky pod VBD. Obecně platí, že čím menší je úhel profilu závitu, tím menší je i vůle na hřbetu a tím větší důležitost má správná volba podložky. Velikost přísuvu a počet záběrů (průchodů nástroje) jsou odvislé od stoupání závitu; v praxi se používají doporučení výrobce nástroje, většinou ve formě tabulek. Pro úběr celého profilu závitu lze použít různé metody přísuvu (obr. 4). Radiální přísuv (a) se používá nejčastěji, vytváří však tvrdou třísku tvaru V a zvyšuje tepelné namáhání špičky VBD. Je proto vhodný pro závity s jemným stoupáním. Boční přísuv (b, c) snižuje tepelné namáhání špičky a tím i její opotřebení, umožňuje lepší tvar i odvod třísky. Nevýhodné vysoké tření na pravém bočním břitu lze eliminovat užitím bočního přísuvu s odklonem 3 – 5°. Střídavý přísuv (d) se doporučuje pro velká stoupání závitu a pro materiály tvořící dlouhou, obtížně utvářitelnou třísku. Výhodou je rovnoměrnější opotřebení boků VBD. Nástrojové držáky pro soustružení závitů musí zajistit přesné a dostatečně stabilní a tuhé uložení břitové destičky, odolné proti vymačkání. Příkladem je řešení iLock od firmy Sandvik Coromant využívající vodicí lišty na VBD i na vymezovací destičce (obr. 5). Vlastní provedení nástroje pak může být s prizmatickou stopkou pro upnutí do suportu nebo revolverové hlavy, v podobě vyvrtávací tyče pro zhotovování vnitřních závitů nebo jako výměnná hlavice, použitelná v modulární nástrojové soustavě. Řezné parametry pro soustružení závitů jsou dány typem a velikostí závitu, materiálem a jakostí použité břitové destičky; je proto výhodné, spolehnout se na doporučení výrobce nástroje a řezné destičky. FRÉZOVÁNÍ ZÁVITŮ je metoda, která se stále více prosazuje a v řadě případů úspěšně nahrazuje používání závitníků. Provádí se pomocí rotačního nástroje (závitové frézy), pohybujícího se po sestupné kruhové dráze (obr. 6), a je proto podmíněna strojem, schopným provádět současné pohyby v osách X, Y a Z. Pohyb v osách X a Y určuje průměr závitu, pohybem v ose Z je dána rozteč. V nabídce jsou jednohroté i vícehroté závitovací frézy (např. Emuge Franken GF a GSF, Sandvik Coromant CoroMill Plura, CoroMill 327 a 328 a další). Frézování závitů je vhodné ke zhotovování závitů v nerotačních nebo tenkostěnných součástech, v rohu součásti apod. Protože se jedná o přerušovaný řez, využije se s výhodou k opracování materiálů, kde je obtížné dělení třísek, v hloubce otvoru, při obrábění houževnatých materiálů, kde jsou velké řezné síly, a všude tam, kde by mohly být velké problémy s odstraněním zlomeného závitníku. K dalším přednostem patří, že jednu závitovou frézu lze použít pro různé průměry závitu, stejná VBD je vhodná pro pravé i levé závity, pro různé rozteče lze použít tutéž frézu s jednohrotým břitem, a proto se snižuje potřeba nástrojového inventáře. Frézu lze opatřit srážecí fazetkou pro sražení hrany závitového otvoru, závit lze zhotovit až do dna slepého otvoru, závitové frézy nevyžadují užití řezné kapaliny – naopak, její užití zvyšuje nebezpečí vzniku tepelných trhlin. Při frézování závitu vzniká nepodstatná odchylka tvaru profilu závitu u jeho dna. Z toho důvodu se doporučuje, aby průměr frézy nebyl větší než 70 % průměru zhotovovaného závitu. Programování musí zajistit pozvolný a plynulý nájezd a výjezd nástroje ze záběru a programování s korekcí na poloměr umožňuje jednoduše upravit tolerance závitu. Je vhodné volit velmi malé hodnoty posuvu na zub a vždy je výhodnější použít sousledné frézování. Proto např. při výrobě pravých vnitřních závitů se volí počáteční poloha frézy co nejblíže dna otvoru a následně se fréza pohybuje proti směru hodinových ručiček a směrem z otvoru ven. Řezné podmínky je opět záhodno ponechat na doporučení dodavatele nástroje.
OKRUŽOVACÍ FRÉZOVÁNÍ ZÁVITŮ je produktivní metoda zhotovování dlouhých závitů na štíhlých dílcích nebo na dílcích, které pro velké nevývahy nelze na soustruhu uvést do takových otáček, jež by odpovídaly optimální řezné rychlosti při soustružení. Nástroj je fréza ve tvaru prstence, opatřená na vnějším obvodu nebo na vnitřním průměru (fréza Sandvik Coromant Coromill 328 a 325) řadou výměnných řezných destiček, vytvářejících profil závitu. Ke zhotovení závitu se využívají dva rotační pohyby (obrobek a nástroj) a posuvný pohyb nástroje. Ing. Petr Borovan, převzato z Technického týdeníku
podrubriky seriál Řezné nástroje, Technický tydeník, 2012:
| |||||||||||||