jazyk / language: česky | english | |||||||||
|
|||||||||
podpora on-line | seriál Upínače nástrojů, Technický tydeník, 2012
VAKUOVÉ UPÍNAČE
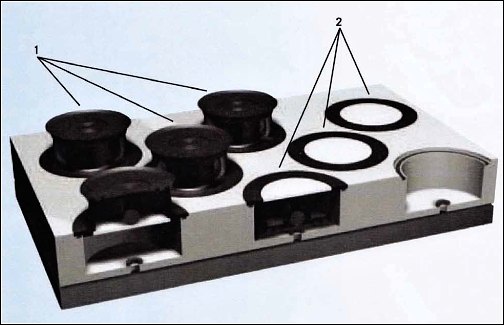
Pro případ malosériové výroby se mezi upínaný dílec a upínací desku s odsávacími otvory a drážkami vkládá podložka z měkké přilnavé hmoty, která má na straně obrobku vytvarovány přísavky, na nichž upínaný předmět spočívá. Přísavky jsou opatřeny centrálním otvorem, ústícím do drážek v upínací desce. Díky tomu není nutno v upínací desce vytvářet pro každý obrobek individuálně tvarované těsnicí drážky; totéž platí pro použití porézních mezidesek. Výhodou je vyšší univerzalita, zaplacená však nutnou vyšší intenzitou odsávání. Sériově dodávané přísavky lze rovněž s výhodou použít k upínání dílců, jejichž dosedací plocha není rovinná (obr. 2).
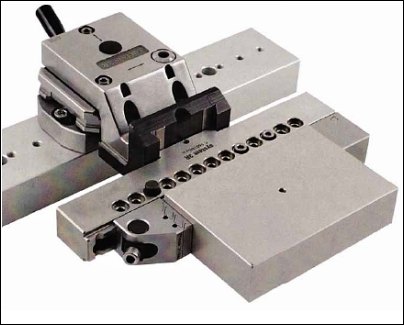
UPÍNAČE ELEKTROJISKROVÝCH ŘEZACÍCH A HLOUBICÍCH STROJŮ Upínače, užívané na elektrojiskrových drátových řezačkách nebo elektrojiskrových hloubicích strojích, nemusejí být tak robustní jako běžně užívané upínače, protože při tomto způsobu obrábění nepůsobí na obrobek prakticky žádné síly, které by upínač musel zachycovat. Pracují však zanořeny do kapalného dielektrika, a proto se zhotovují z ušlechtilých ocelí, odolných proti korozi. Vlastním upínacím elementem obráběného dílce může být svěrka, přesný svěrák nebo sklíčidlo. Specifi ckým požadavkem je umožnění přístupu ke spodní ploše obrobku, protože odtud vystupuje řezací drát do spodního vodítka řezačky, a proto se volí upínání pouze z boku dílce (obr. 3).
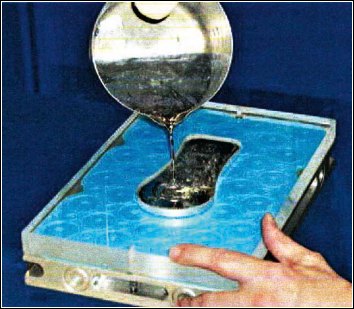
Elektrojiskrovou technologií se zhotovují přesné tvary, a proto je žádoucí, aby dílec byl přesně polohován vůči zvolenému souřadnému systému tak, aby jej nebylo nutno při každé technologické operaci znovu přesně vyrovnávat, resp. bylo možno provést přesné polohování mimo pracovní prostor stroje; polohovat je nutno ve třech osách. Požadavek přesného nastavení dílce i ve svislé ose vyplývá nejen z technologických požadavků řezacího stroje, ale i ze skutečnosti, že se často řežou jiné obrysy na horní a na dolní ploše obrobku (např. různě tvarované kužele) a nesprávné výškové ustavení by vedlo ke zhotovení jiného tvaru, než je požadován. Příkladem rodiny takovýchto velmi přesných upínačů je modulární systém WEDM, dodávaný švédskou společností Systém 3R International AB. Použití tohoto systému umožňuje volit tři úrovně – polohování a upnutí dílce, využívání referenčního systému a konečně automatizovaný proces. ZVLÁŠTNÍ ZPŮSOBY UPÍNÁNÍ Velmi tenké obrobky charakteru planžet či naopak jemné dílce s komplexním sférickým povrchem, které nemají žádnou vhodnou upínací plochu, lze upínat do upínače tak, že se ve vhodné nádobě ukotví do hmoty s bodem tání 70–100 °C (voda, Woodův kov, speciální slitiny jako Weiguss apod.) Volba kotvicí hmoty – voda nebo speciální slitina – se odvíjí od jejích objemových změn při tuhnutí. Proto se voda, která při zmrznutí zvětšuje svůj objem o 9 %, používá především pro upínání plochých, velmi tenkých obrobků; při upínání jemných sféricky složitých obrobků by hrozila jejich destrukce, a proto se pro jejich upínání volí speciální slitiny s menší objemovou změnou při tuhnutí. Před upnutím se takovýto obrobek polohuje pomocí podpěr; po zalití obrobku tekutou upínací hmotou (obr. 4) je nádoba ochlazena na teplotu tuhnutí hmoty, k čemuž se využívá expanze stlačeného vzduchu z běžného dílenského rozvodu, přivedeného do mrazicí desky, která tvoří součást upínače.
Při tuhnutí kotvicí hmota expanduje rovnoměrně ve všech směrech (např. slitina Weiguss o 0,3–0,4 %), a tím dojde k rovnoměrnému a citlivému upnutí dílce, který lze snadno, včetně jej obklopující kotvicí hmoty, obrábět běžnými nástroji. Po obrobení lze obrobek uvolnit opětovným ohřátím kotvicí hmoty. Výhodou je pevné celoplošné spojení a odolnost proti deformacím, způsobeným řeznými silami; nevýhodou je nutnost odzkoušení každé aplikace před jejím praktickým použitím. Mikropřípravky jsou speciální upínače, navrhované pro součásti s charakteristickým rozměrem 0,3–10 mm. Miniaturní dílce vyžadují citlivé upnutí, které se řeší většinou pružinou s nastavitelným předpětím tak, aby nedocházelo k deformaci nebo destrukci upínaného dílce. V těchto aplikacích se vyžaduje vysoká opakovaná polohová přesnost upnutí v řádu tisícin mm, přístupnost k obráběnému dílci pro opracování i automatickou manipulaci. Ing. Petr Borovan, převzato z Technického týdeníku podrubriky seriál Upínače nástrojů, Technický tydeník, 2012:
| |||||||||