jazyk / language: česky | english | |||||||||||||
|
|||||||||||||
podpora on-line | seriál Upínače nástrojů, Technický tydeník, 2012
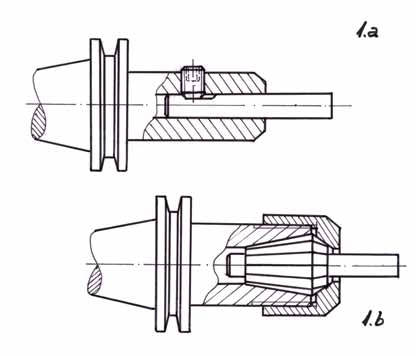
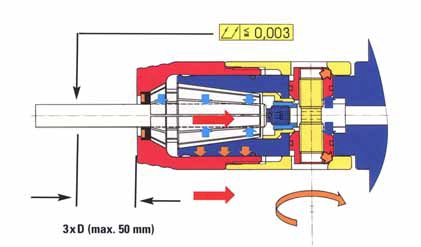
UŽÍVANÁ PROVEDENÍ PRO UPNUTÍ STOPKY ROTAČNÍHO NÁSTROJE K nejjednodušším patří upnutí nástroje pomocí stopky, opatřené Morse kuželem, jemuž odpovídá příslušná kuželová dutina v upínači. Upínače typu Weldon a Whistle Notch dle DIN 6535 HB a DIN 6535 HE (obr. 1a) využívají k přenosu krouticího momentu princip upnutí pomocí šroubů, dosedajících kolmo na plochu vyfrézovanou do stopky nástroje rovnoběžně s osou (Weldon) nebo se sklonem 2° (Whistle Notch). Je jich výhodou je jednoduchost i malá cena, nevýhodou nutnost užít pro každý průměr stopky nástroje jiný upínač a vysoká házivost upnutého nástroje (15–20 µm), vycházející z principu upnutí – nástroj je odtlačován upínacím šroubem mimo osu rotace. Rovněž odolnost proti vibracím není vysoká, neboť pevné upnutí je až v místě kontaktu upínacího šroubu se stopkou nástroje, tedy daleko od čela upínače. Kleštinové upínače (obr. 1 b) běžně vykazují stejnou nebo nepatrně lepší házivost jako upínače výše uvedené; dle provedení a jeho přesnosti lze docílit házivosti výrazně lepší. Pokud není kleština zatlačována nebo vtahována přesně v ose kuželové dutiny, dochází k nepatrnému vychýlení její osy; upnutý nástroj je proto vychýlen a hází (10–20 µm). Moderní kleštinové upínače řeší tento problém buď přesným vedením upínací převlečné matice (NT Tool, řada GDC, HDC, HDZ a ERC), přesně kolmým stykem mezi maticí a kleštinou pomocí broušené tvrdokovové vložky, která navíc díky dvojitému kontaktu výrazně snižuje sklon k vibracím (Nikken Major Dream Holder 2Lock), nebo je kleština vtahována do kužele upínače osovým vtahovacím mechanismem – např. upínač HP plus firmy Fahrion (obr. 2), u něhož je dle údajů výrobce hodnota radiální házivosti nástroje ve vzdálenosti 3x D cca 3–5 µm. Tyto upínače jsou osově symetrické a jsou dodávány vyvážené na hodnotu G6,3 při 12 000 až 30 000 ot dle typu a jsou vhodné pro obráběcí operace v režimu HSC. Kleštinové upínače jsou také více univerzální – mohou upínat nástroje s hladkou stopkou nebo nástroje se zafrézovanou ploškou, při přechodu na jiný průměr stopky stačí vyměnit kleštinu a není třeba užít jiný upínač. Špičkové kleštinové upínače disponují rovněž možností přesného osového nastavení upnutého nástroje a vnitřní komponenty jsou utěsněny tak, aby bylo možno použít nástroje s vnitřním přívodem řezné kapaliny.
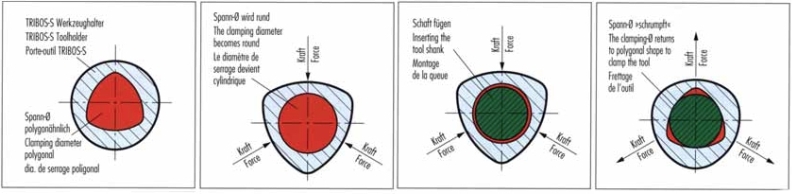
Upínače hydraulicky rozpínatelné využívají k centrickému upnutí stopky nástroje deformaci vnitřního pouzdra, vyvolanou zvýšením tlaku hydraulického média pomocí upínacího šroubu; např. upínače Schunk řady Tendo (obr. 3). Upínací pouzdro je vybaveno drážkami, do nichž se při vysokém měrném tlaku při upnutí nástroje vytlačí nečistoty, které by jinak mohly negativně ovlivnit přesnost upnutí – aktivní povrch pouzdra zůstává proto čistý. Vyznačují se velmi dobrým tlumením vibrací, jsou nenáročné na údržbu a dosahují házivosti ≤ 3 µm. Jsou snadno a rychle přestavitelné na jiný průměr upínané stopky pomocí přesných vložek. Nedochází u nich k poklesu upínací síly při vysokých otáčkách, jsou vhodné pro práce v HSC režimu, jsou vybaveny přesným a snadným délkovým ustavením upnutého nástroje. Tyto upínače mohou upínat stopky hladké, výjimečně se zafrézovanou ploškou; předepsaná tolerance stopky je h7. Dle typu mohou být standardně vyvažovány až na hodnoty G2,5 při 25 000 ot/min. Hydraulické upínače Sandvik Coromant řady HydroGrip s velmi vysokou upínací silou jsou obdobou uvedených upínačů Schunk. Upínače CoroGrip jsou samosvorné, upínací mechanismus je ovládán působením hydraulického tlaku na samosvorný klín – pro upnutí/odepnutí potřebují externí zdroj tlakové kapaliny s tlakem 500 barů pro upínání a až 800 barů pro odepínání. Obecně platí, že pro velmi vysoký tlak při upnutí se v těchto přesných upínačích nedoporučuje upínat stopky nástrojů se zafrézovanými plochami nebo upínat „na prázdno“ – hrozí deformace vnitřního povrchu upínacího pouzdra. Dosahují maximální házivosti 2–5 µm a jsou standardně vyvažovány na G2,5 při maximálních otáčkách pro danou velikost; jsou vhodné pro obrábění v režimu HSC i pro přívod kapaliny tělem nástroje. Pro hydraulické upínače obecně platí omezení provozní teploty na 50 °C. Zajímavým typem upínačů stopkových nástrojů jsou upínače, které pro upnutí a uvolnění stopky nástroje využívají změny tvaru vnitřní dutiny působením vnější síly. Pokud v upínači nejsou umístěny komory pro médium tlumící vibrace, jako u typu Schunk Tribos R (obr. 4), je tělo upínače velmi štíhlé, neboť neobsahuje žádné pohyblivé komponenty, a lze jej tedy využívat pro práci v hlubokých dutinách; axiálně lze seřídit upínaný nástroj s přesností 0,01 mm. K upnutí a uvolnění nástroje (obr. 5) je nutno použít speciální, ručně ovládaný přípravek; čtyři fáze na obrázku znázorňují průřez upínače nezatíženého a bez upínané stopky, dále se zatížením radiálními silami bez upínaného nástroje a s upínaným nástrojem a konečně s upnutým nástrojem po vymizení vnější síly. Předností těchto upínačů je vysoká radiální tuhost a absolutní osová symetrie. Základní nevývaha je ≤ 4 gmm, jsou standardně vyvažovány na G2,5 při 25 000 ot/min, a proto je lze užít i pro extrémní otáčky (na TU Darmstadt byly testovány až na 200 tis. ot/min). Nástroje jsou vhodné pro HSC režim práce, lze v nich upínat i nástroje se stopkami opatřenými zafrézovanými ploškami a pro zvýšení univerzality – možnost upínání více průměrů v jednom upínači – slouží pouzdra, vkládaná do dutiny upínače. Maximální házivost se udává ? 3 µm ve vzdálenosti 2,5x D od čela upínače.
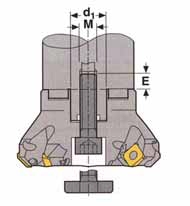
Další skupinu přesných upínačů stopkových nástrojů představují upínače tepelně smrštitelné. Princip upínání spočívá v tom, že po ohřevu dříku upínače na přesnou teplotu se zvětší i průměr přesně opracovaného otvoru dříku, do něhož lze vsunout stopku upínaného nástroje; po vychladnutí upínače se zmenší jeho vnitřní průměr a stopka je pevně upnuta. Díky osově souměrné stavbě jsou vhodné pro velmi vysoké otáčky, radiální házivost se pohybuje okolo 3 µm a štíhlý dřík dovoluje práci v hlubokých dutinách. Vnější kontury upínače mívají sklon 3°, což odpovídá úhlu úkosu používanému u forem pro tlakové lití, a tak lze skloubit požadavek na tuhost sestavy i možnost práce v hloubce dutiny. Tento typ upínačů je citlivý na správně přiřazený průměr a toleranci upínané stopky – pro průměry do 5 mm v přesnosti h5, pro větší h6 – což je podmínka jak bezpečného upnutí, tak snadného vyjmutí nástroje. Běžně jsou vybavovány systémy přesného axiál ního nastavení nástroje a vnitřního přívodu řezné kapaliny (upínače Haimer, Gühring, Diebold, Komet, Seco, Pramet a další). PROVEDENÍ UPÍNAČŮ PRO ČELNÍ A KOTOUČOVÉ FRÉZY Frézy s otvorem se upínají na upínače opatřené trnem, nástroje většího průměru se upínají na přírubu. Krouticí moment se přenáší přírubou nebo dvojicí kamenů na upínači, které zapadají do vybrání v těle frézy (obr. 6); přenos krouticího momentu kotoučové frézy se děje pomocí pera. Nevýhodou pevného trnu je, že není zaručena přesná centricita frézy vůči ose rotace, což způsobuje nestejný posuv na zub a nerovnoměrné opotřebení břitových destiček. Proto se ve zvláště přesných aplikacích používá upínání na trn, který je rozpínatelný mechanicky nebo hydraulicky principy, popsanými výše. Řeznou kapalinu lze přivádět buď středem upínače, nebo přírubou.
Ing. Petr Borovan, převzato z Technického týdeníku podrubriky seriál Upínače nástrojů, Technický tydeník, 2012:
| |||||||||||||