jazyk / language: česky | english | |||||
|
|||||
podpora on-line | seriál Výběr vhodného CNC obráběcího stroje, Technický tydeník, 2012
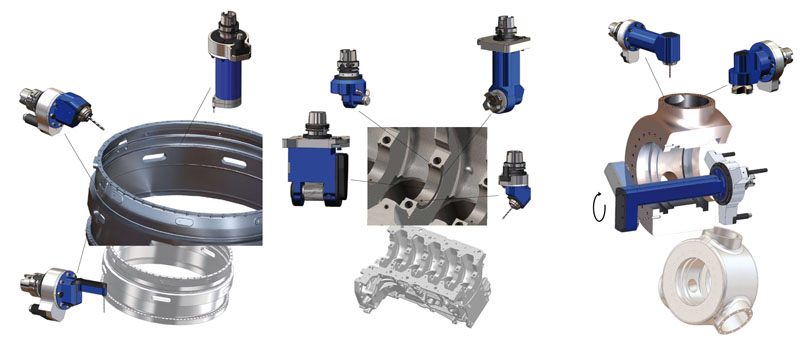
Tento díl seriálu Výběr vhodného CNC obráběcího stroje se zaměřuje na přídavná zrychlovací vřetena, která jsou doplňkovým zařízením k obráběcím stojům a umožňují na nich dosáhnout požadovaných otáček, řezné rychlosti a dostatečného výkonu na obráběcím nástroji v místě řezu.
Obecně lze říci, že volba přídavného zrychlovacího vřetena nastává ve výrobních provozech v případech kdy otáčky vřetene obráběcího stroje nedosahují požadované řezné rychlosti v místě řezu. Je vhodné při výběru CNC obráběcího stroje volit konfiguraci stroje, výkon a otáčky vřetene, s ohledem na výrobu, kterou chci na stroji dělat a tím předejít nutnosti přídavných zařízení. Bohužel to vždy nejde. Další oblastí využití jsou velké horizontální obráběcí stroje, kde jejich konstrukce vřeten není vždy schopna pokrýt technologické požadavky výroby a doplněním o přídavné zrychlovací vřeteno získáme více technologických možností. Základní dělení zrychlovacích přídavných vřeten -přídavná vřetena s elektrickým pohonem Výhody: házivost menší než 0,001mm, regulace rychlosti, různé způsoby řízení: z panelu, z řídicího systému CNC, zpětná vazba - přetížení, chybová hlášení, funkce konstantních otáček při zatížení, zdroj přidává proud při zátěži, otáčky do 60 000 otáček/minuta, trvale 50 000 otáček/minuta. Nevýhody: nelze použít do výměny, omezený výkon (pouze jedno provedení motoru) -přídavná vřetena se vzduchovým pohonem Výhody: vysoký výkon, lze použít do automatické výměny (ANO za určitých podmínek), otáčky až 90 000 otáček/minuta Nevýhody: nezle regulovat otáčky , vysoká spotřeba vzduchu -přídavná vřetena mechanická Výhody: variabilita, pro nástroje i do průměru 20 mm, lze použít do automatické výměny, lze použít středové vysokotlaké chlazení Nevýhody: omezení otáček (poměr 1:4 nebo 1:6), nutnost kvalitního propojení s vřetenem Český výrobce mechanických přídavných vřeten www.NAREXMTE.cz má na svých stránkách následující doporučení: -Co je třeba zvážit před nákupem zrychlovacích přídavných vřeten? Je nutno zvážit zda jde o vhodné řešení pro zamýšlené použití. Doporučujeme možnost funkčního odzkoušení formou zápůjčky, pokud je požadované provedení přídavného zařízení k dispozici. -Jaké jsou požadavky na obráběcí stroj při volbě zrychlovacích přídavných vřeten? A - upínací dutina vřetena stroje musí být v takovém stavu, aby upnutí bylo přesné a tuhé. B - uložení vřetena a stolu stroje musí mít potřebnou tuhost, aby se předešlo nežádoucímu chvění při obrábění. -S jakou přesností lze upínat nástroje do zrychlovacích přídavných vřeten? Měřeno házení upnutého průměru "d" ve vzdálenosti 2,5d od kraje kleštiny: V rozsahu průměrů d 1,0 - 10,0mm je maximum 0,02mm. V rozsahu 10,0 - 20,0 mm je maximum 0,025 mm. -Jak je limitována životnost zrychlovacího přístroje? Přídavné zařízení má trvalou tukovou náplň s životností 2.500 provozních hodin. Při chodu v zaběhnutém stavu by teplota neměla přesahovat hranici 60°C a hlučnost 80 dBA/1m. Házení vřetena by nemělo přesáhnout na kraji dutiny pro kleštinu hodnotu 0,025mm a osová vůle musí být vždy nulová.
Závěrem odpověď Jana Heryána, ze společnosti TGS nástroje-stroje-technologické služby s.r.o. na stejnou otázku Kde nachází uplatnění elektrovřetena, pneumatická vřetena a kde mechanické zrychlovací vřetena a na jakých obráběcích stojích a při jakých technologiích výroby: "Naše zkušenosti s využíváním zrychlovacích přídavných vřeten lze shrnout takto. Nástrojárny, které pořizují nové obráběcí stroje vždy volí vestavěné vřeteno s požadovanými otáčkami a výkonem. Největší výhodou přídavných zrychlovacích vřeten je možnost doplnění stávajících obráběcích strojů, např. horizontek s 1500 otáček/minuta, a tím možnost využítí vlastností současných řezných materiálů. Bez možnosti více otáček na nástroji a středového chlazení si nelze představit vrtání karbidovými nástroji na horizontálních strojích. Co se volby typu přídavných zrychlovacích vřeten týká, nejlepší zkušenosti máme s mechanickými a to od švýcarské firmy PIBOMULTI. Výhodou mechanické konstrukce je dostatečný kroutící moment, výkon a geometrická přesnost." Tento seriál si neklade za cíl poučovat, ale otevírat oči. Jedná se o subjektivní vyjádření autora, aktivně působícího v oboru CNC obráběcích strojů od roku 1997, v oblastech CAD/CAM software, obsluhy CNC řídicích systémů, NC programování a seřízení výroby. Vlastimil Staněk | |||||