jazyk / language: česky | english | ||||
|
||||
podpora on-line | seriál Konstrukce CNC obráběcích strojů, Technický tydeník, 2013
K velké smůle výrobců CNC obráběcích strojů si řada uživatelů a zejména majitelů myslí, že koupí drahého stroje a jeho instalací v provozu budou mít zaručenu kvalitní výrobu. Každý má sice laťku kvality posazenou jinak vysoko, ale důsledky pro obě strany mohou být různé. Pokud nejsou dostatečně smluvně ošetřeny podmínky přejímky a následného provozu, včetně možností obrábění, pak zejména dodavatel CNC obráběcího stroje má velké problémy. Kapitolou sama pro sebe je dodávka obráběcího stroje jinému výrobci obráběcího stroje. Zde je čtenáři jasné o jak obtížný úkol se jedná. Bez ohledu na to, komu je stroj dodáván (zda druhému výrobci obráběcích strojů nebo uživateli zajištujícímu např. kooperace), měl by si dodavatel takové techniky provést (a vlastně i výrobce) systémový rozbor vlivů působících v místě, kde bude stroj provozován. Co míníme systémovým rozborem? Nejde jenom o módní výraz? Máme dnes přeci téměř vše označeno jako systémové, aniž by si ten, kdož tak svůj produkt označuje uvědomil o co jde. Velmi stručně a hodně zjednodušeně řečeno, systémovým rozborem vlivů na provoz CNC obráběcích strojů rozumíme působení okolí a obsluhy na stroj samotný a dále chování stroje jako celku při obrábění. Tyto vlivy se podepisují na tom, po čem všichni uživatelé obráběcích strojů volají, tedy stabilitě chodu, opakované přesnosti obrábění a bezporuchovosti. Posuzovat musíme komplexně, hierarchicky a strukturovaně. Okolí působí na obráběcí stroj následovně: - vibrace
NEJISTOTA VÝROBY A PRACOVNÍ NEJISTOTA DLE VDI 3441 Tvar součásti, a tím myslíme, zda je rotační, hranatý, nebo jestli jsou na něm dostatečné plochy pro upnutí, výrazně ovlivňuje stupně úspěchu při obrábění. Zajisté se bude jinak obrábět tenkostěnná součást než součást, která je tlustostěnná. Není výjimkou, že při obrábění dílců do leteckého průmyslu je tloušťka stěn místy do 2 mm. Pokud k tomuto faktu přičteme skutečnost těžce obrobitelných materiálů, je nasnadě prohlásit, že tento vliv na nejistotu výroby je značný. Dalším neoddiskutovatelným vlivem na nejistotu výroby je postup, kam počítáme nástroj a způsob jeho upnutí, dále řezné podmínky použité k obrábění – tzv. řezné podmínky. Řezné podmínky včetně tvaru břitové destičky a řezné hrany, dále způsob jejího upnutí v tělese nástroje jsou cestou nejmenšího odporu k tomu, aby byly například odstraněny při experimentování s jejich výměnou nepříznivé doprovodné jevy při obrábění, a sice kmitání. Kmitání obráběcích strojů je jevem škodlivým. Značně zvyšuje namáhání součástí, často až na mez pevnosti materiálu, je pramenem otřesů, které obtěžují okolí a způsobují hluk. V obráběcích strojích zasahuje přímo do pracovního procesu, neboť zhoršuje jakost obráběné plochy a snižuje trvanlivost nástrojů. Pracovní nejistota, která je součástí nejistoty výroby, je určena vlastním obráběcím strojem. Zde se významným způsobem projevují veškeré zkušenosti výrobce obráběcího stroje. Jakým způsobem je provedena výroba jednotlivých dílů, ze kterých je stroj smontován, dále pak způsob jejich montáže, to je to co ovlivňuje geometrickou přesnost stroje. Kromě toho je velmi důležité, jakým způsobem je provedena konstrukce těchto dílů. I když jsou díly dobře obrobeny a smontovány, díky poddimenzované konstrukci nemusí dojít k tomu, že geo metrická přesnost bude vyhovující. Jak známo, geometrická přesnost (dříve nazývaná Schlesinger podle člověka, který ji zavedl) se zkouší bez zatížení stroje řeznými silami. Tyto zmíněné vlivy, rozuměj špatně zkonstruovaná součást nosného rámu anebo pohybové osy, její nekvalitní výroba a montáž je to, co se hodně podepisuje na nejistotě polohy – tedy přesnosti a opakované přesnosti jednotlivých pohybových os. Velký význam v dnešní době má přesnost polohování měřená ne odděleně v jednotlivých osách, ale při jejich součinnosti v prostoru (tzv. volumetrická přesnost).
Dominantní vliv pak má obsluha. Kvalifikovaná obsluha. Úvahy, že je to obráběcí stroj samotný, jenž musí zajistit stabilitu obrábění, jsou poněkud mimo mísu. Obsluha, která je znalá technologie třískového obrábění, dokáže, přehnaně řečeno, i z nepřesného stroje udělat přesný. Otázkou však zůstává, jaká je rentabilita tohoto počínání. Často se v praxi objevují totiž situace, že nainstalovaný stroj dokáže obrobit součásti dle požadavku uživatele, ale součást musí být opakovaně upínána a je znovu obráběna. Není to normální stav, nesvědčí to o kvalitě stroje, jde o velmi neekonomickou činnost. Je to ale právě díky kvalifikované obsluze. Tím, že, přehnaně řečeno, ví, kam zatlačit a kde se opřít tak, aby daná součást byla i poněkolikáté obrobena. Kromě toho obsluha může alternativně a aktivně ovlivňovat průběh řezného procesu. Najít kvalifikovanou obsluhu ke svému stroji mnohdy znamená udělat z průměrného obráběcího stroje obráběcí stroj nadprůměrný. Osobně považujeme tento vliv za největší.
Neméně důležitý je i způsob měření obrobené součásti. Často se stává, že špatný průběh postprocesního i inprocesního měření může znamenat špatné rozhodnutí. Rozhodnutí například o záměně technologie, nástroje řezných podmínek. Uveďme na závěr, že mnohé firmy, které si pořizují nové obráběcí stroje pro potřebu obrábění svých dílců, se soustředí na zavádějící vlastnosti nakupovaných strojů. Jedná se například o protokoly přesnosti polohování, geometrické a pracovní přesnosti odzkoušené na normalizovaných dílcích. Často z pochopitelných (ale někdy i nepochopitelných) důvodů hraje roli cena stroje postavená nad technické parametry a vlastnosti. Jistě, když na to nemám, tak si to nemohu koupit, ale nemohu chtít za lacino pořízený stroj dosahovat kvalitní výsledky. A zde je jádro mnoha sporů. „Já jsem si myslel, že to stroj obrobí,“ říká jeho uživatel. „A já jsem si myslel, že to stačí,“ říká dodavatel stroje. Oba to jistě mysleli dobře, ale skutečnost je jiná, oba jsou rozčarováni. A spor je na světě. Přitom řešení je velmi jednoduché a prosté. Veškeré protokoly přesnosti je nutné brát jako doplňkové, tzv. podmínku nutnou, nikoliv však postačující. Tyto protokoly od výrobce obráběcího stroje nereflektují všechny ostatní vlivy, jako je umístění stroje, jeho ustavení na vybudovaný základ, teplotní vlivy okolí, jeho později užívanou technologii, tvary a materiály obrobků včetně upnutí, kvalitu obsluhy a konečně způsob měření obrobených ploch. Z těchto důvodů je velmi dobré vybrat si typické představitele obrobků a zavázat dodavatele obráběcího stroje k jejich obrobení při předávání stroje.
Prof. dr. Ing. Jiří MAREK, technický ředitel TOSHULIN, převzato z Technického týdeníku
| ||||
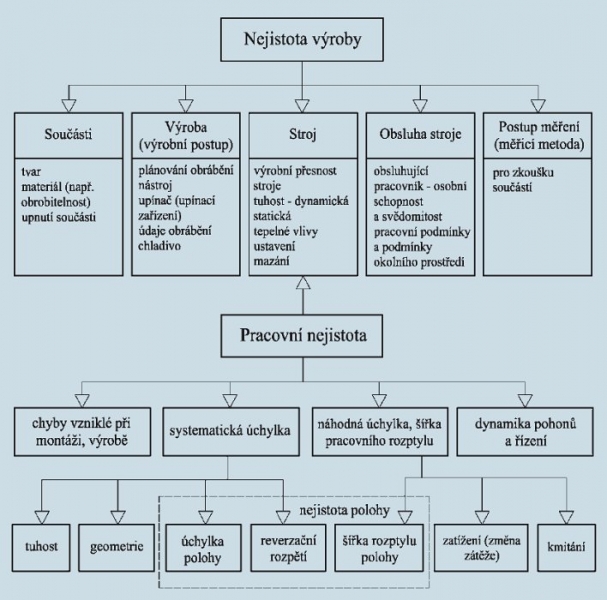 Zmiňme na tomto místě fakt, že při nákupu stroje ti co o něm rozhodují se nechají často „zlákat“ papírovými hodnotami obzvláště tohoto parametru. Bývá často rozhodujícím. Nechceme tím říci, že když bude mít stroj horší přesnost polohování, tak je dobré ho koupit, ale spíše chceme poukázat, že to nemůže být pouze jeden z rozhodujících faktorů. Dále zmiňme, že přesnost polohování „pouze“ napoví o budoucím chování obráběcího stroje v řezném procesu. Je totiž ovlivňována náhodnými a systematickými úchylkami. Dynamika pohonů v jednotlivých osách je limitována správnou montáží, výrobou a kvalitou konstrukčního provedení stroje a správnou velikostí servopohonů. Tuhost stroje při odolávání rušivým řezným silám se projeví při obrábění obrobku. Spektrum vhodných materiálů použitých ke stavbě CNC obráběcích strojů by mělo vykazovat vysokou tuhost, nízkou hmotnost a vysoké materiálové tlumení.
Zmiňme na tomto místě fakt, že při nákupu stroje ti co o něm rozhodují se nechají často „zlákat“ papírovými hodnotami obzvláště tohoto parametru. Bývá často rozhodujícím. Nechceme tím říci, že když bude mít stroj horší přesnost polohování, tak je dobré ho koupit, ale spíše chceme poukázat, že to nemůže být pouze jeden z rozhodujících faktorů. Dále zmiňme, že přesnost polohování „pouze“ napoví o budoucím chování obráběcího stroje v řezném procesu. Je totiž ovlivňována náhodnými a systematickými úchylkami. Dynamika pohonů v jednotlivých osách je limitována správnou montáží, výrobou a kvalitou konstrukčního provedení stroje a správnou velikostí servopohonů. Tuhost stroje při odolávání rušivým řezným silám se projeví při obrábění obrobku. Spektrum vhodných materiálů použitých ke stavbě CNC obráběcích strojů by mělo vykazovat vysokou tuhost, nízkou hmotnost a vysoké materiálové tlumení.