jazyk / language: česky | english | ||||
|
||||
podpora on-line | seriál Konstrukce CNC obráběcích strojů, Technický tydeník, 2013
O důležitosti obráběcích strojů
Třecí plochy v ekodesignu Technická univerzita Darmstadt uvádí, že 42 % elektrické energie spotřebuje průmysl, kam obráběcí stroje bezesporu patří, a z tohoto množství 63 % spotřebují právě obráběcí stroje. Dále uvádí, že energetické úspory vzniknou společným úsilím zákazníka (úsporná opatření), výrobce stroje (transparentní vyjádření spotřeby, energetická účinnost jako kritérium při vývoji) a dodavatele energie.
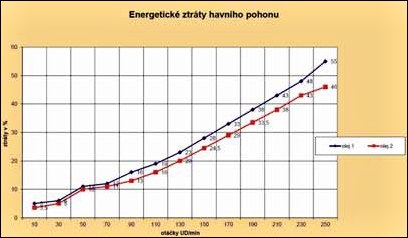
Přístup TOSHULIN k ekodesignu Nicméně TOSHULIN se snaží snižovat energetickou náročnost jak ve vlastní výrobě, tak při provozu strojů u zákazníka a třetí oblastí je použití úsporných prvků ve vlastní konstrukci strojů. Ve výrobě došlo k razantní obměně staré výrobní techniky výměnou za novou – modernější. V uplynulých 5 letech se proinvestovalo bezmála 250 mil. Kč při revitalizaci výrobních a montážních procesů. Celkem 34 starých výrobních strojů je nahrazeno 10 novými, u kterých je předpoklad, že došlo k úsporám instalovaného výkonu o cca 25 % díky nasazení moderních technologií třískového obrábění. Cílený Power management nasazujeme i při provozování námi vyvinutých obráběcích strojů. Optimalizací provozu jsme schopni u některých dosáhnout významných úspor instalovaného výkonu. Obsluha si může zvolit několik úsporných režimů. U každého si může nadefinovat, co se má v případě aktivace tohoto režimu vypnout (hydraulika, lednička-chladicí kapalina, lednička pomocného vřetene, osvětlení, pohony, stroj apod.). Každý z těchto režimů se může aktivovat buď časem, který se začne počítat až po zastavení obráběcího cyklu a když na stroji není žádný CNC pohyb.Další alternativou pro zapnutí některého z režimů je ruční spuštění pomocí tlačítek. Dále může obsluha také vidět aktuální spotřebu stroje, hlavního vřetene, CNC pohonů a zbývajících částí. Jinou alternativou je znát momentální spotřebu při obrábění konkrétního dílce (obr. 1). Měří se buď spuštěním od tlačítek START (resp. STOP), anebo se může měřit po nějakou nastavenou dobu (časovač Tmax). V levé části obrazovky (obr. 1) je vidět okamžitá spotřeba stroje, pohonů CNC a ostatních agregátů. Pod tím je obdobně spotřeba stroje, CNC pohonů a ostatních agregátů během měřeného úseku. Pokud chce někdo znát i historii spotřeby je možné využít obrazovku znázorněnou na obr. 2. Obrazovku lze přepínat na zobrazení spotřeby během dne, měsíce nebo spotřeby za celý rok (zde je konkrétně vidět roční průběh). Poslední, a sice třetí oblastí je použití takových stavebních prvků ve vlastní konstrukci stroje, které povedou ke snížení energetické náročnosti (pasivních odporů) zejména v jednotlivých pohybových osách. Jedná se například o: - využití kuličkových šroubů s větším stoupáním;
Závěrem podotkněme, že oblast ekodesignu, vlastního provozu a užívání zákazníkem, stejně jako celý životní cyklus obráběcího stroje má nyní mnoho skrytých rezerv, kde lze docílit podle mého názoru uspokojivých výsledků.
Prof. dr. Ing. Jiří MAREK, technický ředitel TOSHULIN, převzato z Technického týdeníku | ||||
 Obráběcí stroje patří mezi základní výrobní prostředky, bez nichž by nevzniklo nic, co člověk na světě používá, od spotřebních předmětů po výrobní prostředky. Všude a na všem je vidět stopa obráběcího stroje. Je tedy nasnadě, že nesoulad s přírodou, energetická a surovinová spotřeba, začaly být v hledáčku lidí, kteří si tento fakt uvědomují. CECIMO vidí ekodesign jako jednu z mnoha dalších strategických záležitostí, ovlivňující konkurenceschopnost evropského průmyslu obráběcích strojů. Tato skutečnost se projevila v tzv. samoregulační iniciativě, která by měla vést k dosažení environmentálních vlastností obráběcích strojů. Otázkou zůstává, zda průmysl obráběcích strojů bude regulován v ekodesignu samoregulací (což prosazuje CECIMO), nebo mandatorními požadavky, o čemž rozhoduje Evropská komise.
Obráběcí stroje patří mezi základní výrobní prostředky, bez nichž by nevzniklo nic, co člověk na světě používá, od spotřebních předmětů po výrobní prostředky. Všude a na všem je vidět stopa obráběcího stroje. Je tedy nasnadě, že nesoulad s přírodou, energetická a surovinová spotřeba, začaly být v hledáčku lidí, kteří si tento fakt uvědomují. CECIMO vidí ekodesign jako jednu z mnoha dalších strategických záležitostí, ovlivňující konkurenceschopnost evropského průmyslu obráběcích strojů. Tato skutečnost se projevila v tzv. samoregulační iniciativě, která by měla vést k dosažení environmentálních vlastností obráběcích strojů. Otázkou zůstává, zda průmysl obráběcích strojů bude regulován v ekodesignu samoregulací (což prosazuje CECIMO), nebo mandatorními požadavky, o čemž rozhoduje Evropská komise.