podpora on-line |
seriál Konstrukce CNC obráběcích strojů, Technický tydeník, 2013Pojmem, pod nímž se ukrývají technická řešení mající za úkol eliminaci širokého spektra „neduhů“, které se týkají jak samotného stroje, tak obrobku, nástroje a které vznikají při procesu obrábění, jsou elektronické kompenzace v oblasti obráběcích strojů. Elektronická kompenzace má minimalizovat (odstranit) fyzickou nepřesnost stroje – geometrickou nepřesnost vzniklou při jeho výrobě, jeho opotřebením a tu, která vniká za jeho provozu (pracovní nepřesnost), která zahrnuje poddajnost jeho částí, chybami řízení. Jak pojem napovídá, prostředky kompenzace jsou založeny na elektronických principech – celý proces se neobejde bez měření, řízení, programového vybavení atd., přičemž fyzická realizace je elektro-mechanická. Stroj se kompenzuje jak ve statickém, tak dynamickém stavu. Statický stav patří do kategorie geometrické přesnosti, dynamický stav má blízko k pracovní přesnosti. Některé druhy kompenzací jsou nedílnou součástí řídicího stroje a jsou nedílnou součástí dodávky nového stroje. Když je stroj po záruce, kompenzace realizuje uživatel buď vlastními silami nebo know-how a potřebná zařízení poptává jako službu. Řada kompenzací souvisí s obráběním konkrétního obrobku, jsou součástí programu, který slouží pro jeho výrobu. Existují například možnosti kompenzace změny rozměru nástroje (jeho opotřebení popř. zvětšení vlivem ulpívání materiálu na břitu nástroje), jeho délku nebo jeho deformace (obvykle prohnutí). Méně časté jsou kompenzace změny rozměru obrobku, např. vlivem upínacích sil – v tomto případě je snaha problém vyřešit na úrovni mechanické (konstrukce a vhodné provedení přípravku), avšak při dobré (exaktní) znalosti deformace obrobku před upnutím, obrobení a uvolnění (zjistitelné experimentálně nebo metodou konečných prvků) je možné elektronicky minimalizovat i tyto technologické vlivy. Samostatnou problematikou kompenzací, řekněme až disciplínou, jsou kompenzace tepelných deformací rámu stroje a vřetene.
 V praxi se můžeme setkat se speciálními funkcemi, které mají například zabránit poškození obrobku při nouzovém zastavení stroje nebo při výpadku elektrické energie. V tom případě se kompenzují posuvy vřeteníku, saní a dalších pohyblivých částí vystavených gravitačnímu zatížení anebo setrvačným silám, jež v případě vzniku nestandardní události vedou k tomu, že se pohybová osa spolu s rotujícím nástrojem či obrobkem nadále pohybuje do řezu (typicky vřeteník se v řádu mikronů pohne do chvíle, než zareaguje bezpečnostní brzda). Tím v podstatě vždy při dokončovacích operacích dochází k neopravitelnému poškození obrobku. Kompenzační (bezpečnostní) mechanismy dokážou velmi rychle zareagovat a poškození součásti zabránit. Pokud budeme na obráběcí stroj nahlížet v kontextu fungování firmy, je z technicko-organizačních a smluvních (i ekologických) podmínek nutné hlídat hospodárný provoz výrobní dílny jako celku. Pohledem energetické soustavy se jedná o kompenzaci zdánlivého (jalového) výkonu při provozu pohonů pracující na střídavý proud (např. vysokotlaká čerpadla, která dosahují výkonu desítek kilowatt a jsou nedílnou součástí technologické vybavenosti obráběcích strojů). Kompenzace se pak provádí buď jednotlivě nebo pokud je to technicky (provozně) možné i skupiny pohonů. Z úvodní části textu je vidět, že kompenzace dokážou postihovat velmi široké spektrum provozních (výrobních) problémů. Z pohledu základní funkce obráběcího stroje – výrobního zařízení lze za nejdůležitější považovat jeho výrobnost a výrobní přesnost. Vlivy působící na nepřesnost obráběcího procesu můžeme rozdělit na:
V praxi se můžeme setkat se speciálními funkcemi, které mají například zabránit poškození obrobku při nouzovém zastavení stroje nebo při výpadku elektrické energie. V tom případě se kompenzují posuvy vřeteníku, saní a dalších pohyblivých částí vystavených gravitačnímu zatížení anebo setrvačným silám, jež v případě vzniku nestandardní události vedou k tomu, že se pohybová osa spolu s rotujícím nástrojem či obrobkem nadále pohybuje do řezu (typicky vřeteník se v řádu mikronů pohne do chvíle, než zareaguje bezpečnostní brzda). Tím v podstatě vždy při dokončovacích operacích dochází k neopravitelnému poškození obrobku. Kompenzační (bezpečnostní) mechanismy dokážou velmi rychle zareagovat a poškození součásti zabránit. Pokud budeme na obráběcí stroj nahlížet v kontextu fungování firmy, je z technicko-organizačních a smluvních (i ekologických) podmínek nutné hlídat hospodárný provoz výrobní dílny jako celku. Pohledem energetické soustavy se jedná o kompenzaci zdánlivého (jalového) výkonu při provozu pohonů pracující na střídavý proud (např. vysokotlaká čerpadla, která dosahují výkonu desítek kilowatt a jsou nedílnou součástí technologické vybavenosti obráběcích strojů). Kompenzace se pak provádí buď jednotlivě nebo pokud je to technicky (provozně) možné i skupiny pohonů. Z úvodní části textu je vidět, že kompenzace dokážou postihovat velmi široké spektrum provozních (výrobních) problémů. Z pohledu základní funkce obráběcího stroje – výrobního zařízení lze za nejdůležitější považovat jeho výrobnost a výrobní přesnost. Vlivy působící na nepřesnost obráběcího procesu můžeme rozdělit na:
1) geometrické (například vlivem nepřesnosti výroby dílců a montáže stroje, kontaktní tuhosti, opotřebení)
2) teplotní vlivy (například oteplení vřetene a jeho délková roztažnost, uložení stolu, teplotní prodloužení rámu, úhlové deformace rámu, naklonění rámu)
3) vlivy upínání obrobku (například vlivy nepřesného upnutí, deformace obrobku či palet včetně obrobku při upnutí, poddajnosti kontaktních ploch i celého obrobku)
4) vlivy obráběcího procesu (například řezné síly, ohřev nástroje, deformace nástroje. Kompenzace deformovaného nástroje může být realizována softwarově tak, že se programově posouvá zadaná trajektorie na základě propočtů potenciálně nepřesné obrobené plochy na základě znalosti poddajnosti nástroje. Nejnověji lze využít adaptivní vřeteník, který se záměrně deformuje tak, aby se vřeteno natočilo do polohy, kdy deformace nástroje nebude přesnost obrábění ovlivňovat)
5) řízení (například nepřesnost interpolace, odměřování, u přímých pohonů, kde chybí mechanické členy, výrazněji vyvstávají problémy s jejich poddajností a tlumením při skokových změnách, jež se také kompenzují na základě matematických modelů)
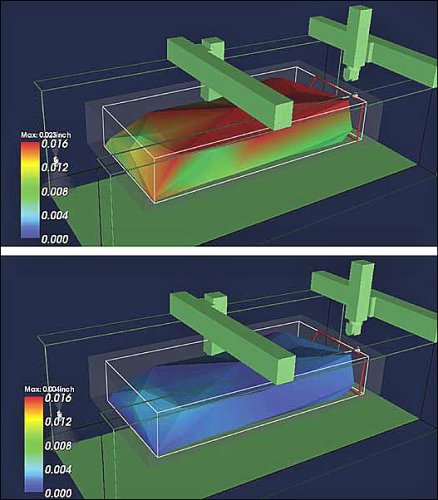
Souhrnně první až čtvrtý bod představuje tzv. volumetrickou přesnost. V dalším textu se zaměříme na její zjišťování.
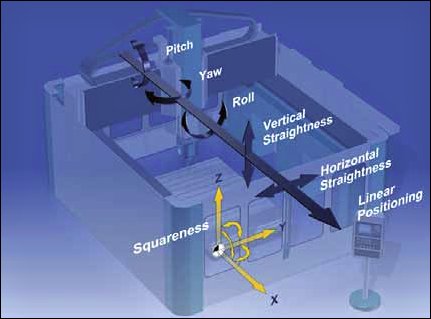
Předpokládáme-li tříosý stroj (tři translační osy), může v prostoru vykazovat až 21 geometrických chyb. Tři chyby translační a tři rotační pro každou pohybovou osu sesouhlasenou s hlavními osami kartézského souřadného systému a tři chyby sklonu hlavních rovin. Základem úspěšné kompenzace je vždy měření reálného stavu stroje, zejména jeho geometrie, tedy jak je vyroben (přesnost jednotlivých dílců, jejich montáž ve skupině a stroj jako celek), za pohybu os (např. sledování kvality či chyby kruhové interpolace) a za provozu – pracovní přesnost. U víceosých obráběcích center je situace ještě složitější, protože měřitelných odchylek je více než dvojnásobek. Přesnosti obráběcích strojů, tedy pojmy, způsoby měření a vyhodnocování sjednocují normy ISO 230-2, VDI / DQG 3441, ANSI B5.54, JIS 6330. Na základě nich výrobci deklarují jak je obráběcí stroj přesný/ nepřesný. Obvykle jsou za výstupy deklarovány ty nejlepší výstupy, avšak někteří zákazníci chtějí znát výsledky měření přesnosti obráběcího stroje „klasické“ geometrické přesnosti bez kompenzací. Typický historický způsob měření na velké vzdálenosti pomocí struny a úchylkoměru je pro kompenzace nevhodný, optický autokolimátor pro měření přímosti pro současné požadavky kompenzace a všech os v celém pracovním prostoru stroje rovněž nevyhovuje. Nejčastěji se aktuálně využívají laserové interferometry. Laserový paprsek na krátké měřené vzdálenosti má zanedbatelný fázový posun, což měření neovlivnilo. Laserové měření však může být ovlivněno změnou teploty a vlhkosti prostředí v průběhu měření, lze je však během měření kompenzovat.
 Zařízení, které je schopno sledovat pohyb bodu v prostoru a zároveň měřit a vyhodnocovat měřená data, se nazývá laser tracker. Laser tracker se umístí na vhodné místo v pracovním prostoru stroje (kraj pracovního stolu). Laserový vysílač/ přijímač vykonává měření díky dvěma pohybovým osám, ve kterých je uložen sférický pohyb, čímž dokáže paprskem pokrýt pracovní prostor. Do vřetena se upne odrážeč („cat eye“). Do řídicího systému se nahraje vhodný program, který obsahuje vygenerovanou prostorovou síť bodů podle typu stroje, ve kterých se měření provede. Realizuje se opakovaná série tří (pěti) měření v každém bodě. Čas potřebný pro zaznamenání polohy v každém bodě se pohybuje mezi 1 až dvěma sekundami. Některá řešení využívají toho, že měření probíhá odrážečem, umístěném na krátkém a dlouhém rameni, čímž v každé měřené poloze vznikají dvě měřená místa, z nichž se dá spočítat hledaná chyba natočení. Software dodávaný s měřicím zařízením vypočítá zmíněné chyby polohy a natočení a z nich dopočítá kompenzační hodnoty. Protože software komunikuje s řídicím systémem obráběcího stroje a počet kompenzačních údajů je veliký, lze s výhodou využít nahrání opraných dat přímo do řídicího systému. Laser tracker existuje rovněž v tzv. mechanické podobě pro měření menších pracovních prostorů. Vysílač je rovněž umístěn na stole a odrážeč ve vřetenu, jejich vzájemná poloha je spřažena mechanicky tlumenými teleskopickými tyčemi a natočení v prostoru a přesné vedení vysílače a přijímače zajišťují velmi přesné kulové klouby.
Zařízení, které je schopno sledovat pohyb bodu v prostoru a zároveň měřit a vyhodnocovat měřená data, se nazývá laser tracker. Laser tracker se umístí na vhodné místo v pracovním prostoru stroje (kraj pracovního stolu). Laserový vysílač/ přijímač vykonává měření díky dvěma pohybovým osám, ve kterých je uložen sférický pohyb, čímž dokáže paprskem pokrýt pracovní prostor. Do vřetena se upne odrážeč („cat eye“). Do řídicího systému se nahraje vhodný program, který obsahuje vygenerovanou prostorovou síť bodů podle typu stroje, ve kterých se měření provede. Realizuje se opakovaná série tří (pěti) měření v každém bodě. Čas potřebný pro zaznamenání polohy v každém bodě se pohybuje mezi 1 až dvěma sekundami. Některá řešení využívají toho, že měření probíhá odrážečem, umístěném na krátkém a dlouhém rameni, čímž v každé měřené poloze vznikají dvě měřená místa, z nichž se dá spočítat hledaná chyba natočení. Software dodávaný s měřicím zařízením vypočítá zmíněné chyby polohy a natočení a z nich dopočítá kompenzační hodnoty. Protože software komunikuje s řídicím systémem obráběcího stroje a počet kompenzačních údajů je veliký, lze s výhodou využít nahrání opraných dat přímo do řídicího systému. Laser tracker existuje rovněž v tzv. mechanické podobě pro měření menších pracovních prostorů. Vysílač je rovněž umístěn na stole a odrážeč ve vřetenu, jejich vzájemná poloha je spřažena mechanicky tlumenými teleskopickými tyčemi a natočení v prostoru a přesné vedení vysílače a přijímače zajišťují velmi přesné kulové klouby.
I měření pomocí zařízení Laser tracker může nabýt velmi sofistikované podoby. Příkladem je měření polohy nástroje (odrážeče) v reálném čase. Měřicí soustava sestává ze čtyř vysílačů, přičemž každý laserový interferometr má měřicí rozlišení 0,001 μm. V měřeném prostoru zaznamená až 30 000 bodů (dokáže simultánně zaznamenávat polohu se zvolenou frekvencí záznamu). Celé řešení má analogii v navigačním systému GPS, kdy pomocí čtyř družic lze zcela stanovit polohu, a každá další družice vede (pouze) ke zpřesňování výsledků.
Vedle geometrické přesnosti nepřesnosti obrábění mohou vznikat v souvislosti s řízením. Při pohybu dvou na sebe (obvykle) kolmých os je sledována v rovině tzv. kruhová interpolace. I když je řada strojů kvůli multifunkčnosti vybavována rotačními stoly, které umožňují obrábět rotační plochy bez nutnosti kruhové interpolace (uvažujeme-li jednu translaci a rotaci obrobku). Však tímto způsobem nelze vyrábět reálné objekty, pak přidáním další translace (tyto dvě translační osy tvoří rovinu, která prochází osou rotace obrobku), se při jejich společném pohybu bez lineární a kruhové interpolace neobejdeme. Chyba interpolace je pak závislá na rychlostech pohybů, naopak vetší zesílení chybu zmenšuje. Ať lineární, kruhová, tak i interpolace po šroubovici, evolventní se kompenzují postupy obsaženými v řídicích systémech.
Lubomír W. Novotný, převzato z Technického týdeníku