produkty a služby |
GibbsCAMProč pořizovat CAM software pro starší obráběcí stroje?
Přechod k moderním CNC obráběcím strojům se stal samozřejmostí, a tím pádem otázku „Proč pořizovat počítačem řízený stroj?“, ještě v nedávné době často kladenou, není potřeba již ani zmiňovat. Odpovědět si většina výrobních provozů dokáže dnes sama. Tento článek by měl ozřejmit otázku, proč pořizovat CAM software pro starší CNC obráběcí stroje?
Na našem trhu se setkáváme se znovunasazováním použitých CNC frézovacích i soustružnických obráběcích strojů, které zdaleka nejsou za zenitem svého použití. Uveďme příklady: – malá firma si pořídila např. 4 roky starý CNC obráběcí stroj za 1,5 mil. korun z Itálie, mají externistu, který do firmy po své práci chodí ručně napsat NC programy, nastavit a odladit výrobu, a zaměstnanci firmy potom jen mění polotovary. Nastane však chvíle, kdy externista začne býti nedostatečný, kdy je potřeba dolaďovat NC program i v průběhu obrábění;
– časté je přesunutí starších strojů z mateřských závodů, např. z Německa, z USA, z Velké Británie, které sebou nese i tlak zahraničních vlastníků na zefektivnění výroby a vedoucí výroby, potažmo ředitel pobočky, hledá jak.
 |
|
Načítat přímo výkresy DWG, DXF nedokáže řídicí systém CNC ani po modernizaci
|
|

|
|
PC pro GibbsCAM přímo ve výrobních provozech je často chráněno
|
 |
|
Externím zpracováním v GibbsCAM lze obrábět i 3D formy z CATIA na stroji s CNC řízením Sinumerik 3M
|
Jak na zastaralý řídicí systém
Oba zmiňované příklady jsou typické, firma vlastní po mechanické stránce většinou stále ještě kvalitní stroje, jen řídicí systém zastaral. V prvém případě zastaral z důvodu nepřítomnosti dialogového programování na pozadí řídicího systému v době, co stroj obrábí, ve druhém případě z důvodu např. nedostatečné velikosti knihovny, paměťového místa NC programů, nebo nemožnosti využívat pro produktivní obrábění, např. interpolace po šroubovici (nutné pro rozjíždění děr po šroubovici) apod.
Je nutné pro efektivní obrábění na CNC strojích mít poslední konfiguraci řídicích systémů? Je nutné pro přesnou výrobu mít grafickou simulaci dráhy obráběcího nože, frézy a editaci na pozadí řídicího systému? Je potřeba práce s polárními souřadnicemi? Kolik je optimální velikost kapacity paměti NC programů? Je nutné v těchto případech modernizovat řídicí systém stroje?
Není to nutné za předpokladu, že řídicí systém ve spojení s pohony jednotlivých os obráběcího centra dokáže správně a dostatečně přesně interpolovat dráhy obráběcích nástrojů. Pakliže toto řídicí systém dokáže, lze problém přípravy NC programů, efektivních drah nástrojů, řešit mimo obráběcí stroj pomocí CAM software.
Příklad z praxe
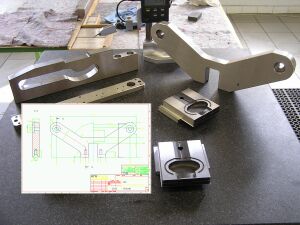
Představme firmu Seaquist Löffler Kunststoffwerk spol. s r.o. – nástrojárnu lisovny plastu, Čkyně, která získala v roce 2004 z USA starší CNC obráběcí stroj, vertikální frézovací centrum Makino řízené řídicím systémem Fanuc 0. Po důkladné prohlídce stroje i řídicího systému servisní firmou dodavatele tohoto stroje vycházela ze zjištěné konfigurace řídicího systému a zvolila variantu externí přípravy NC programů na počítači pomocí technologického software oproti nákladnější přestavbě a modernizaci tohoto řídicího systému.
Firma Seaquist Löffler Kunststoffwerk spol. s r.o je stejně jako firma Seaquist Löffler GMBH ve Freyungu (Německo) členem skupiny APTAR USA. Nosným programem firmy je vstřikování plastu – výroba umělohmotných uzávěrů.
Pro tuto výrobu má firma ve Freyungu vlastní výrobu forem za podpory provozu ve Čkyni, kde se vyrábějí části těchto forem na CNC frézkách MAKINO- FNC 106 A -FANUC O, MAHO 600 T - Heidenhain 332 a MAHO 600 W- Heidenhain 234.
„Technologický software GibbsCAM jsme zvolili jako nejvhodnější variantu mezi zaškolováním obsluhy do řídicího systému Fanuc a technologickou přípravou výroby,“ říká Marek Kotrlík, zodpovědný ve firmě Seaquist Löffler Kunststoffwerk spol. s r.o. – nástrojárna za rychlý rozjezd pořízeného obráběcího stroje. „Pro GibbsCAM jasně hovořila jeho cena i stálá telefonická podpora dodavatele. I když obsluha strojů neměla se systémem Fanuc, který je na stroji, žádné zkušenosti, dokázali jsme s GibbsCAMem již po 14 dnech po základním dvoudenním školení samostatně produkovat. Po 3 měsících provozu jsme dokázali kompletně obrábět 2,5D díly forem.“
„Další velkou výhodou je možnost přímého importu výkresové dokumentace jak z formátů DXF, tak i DWG. Tuto vlastnost nenabízela žádná z variant modernizace řídicího systému, a my si bez ní vlastní výrobu nedokážeme dnes představit“, dodává.
Podstatné vlastnosti řídicího systému
Při každé úvaze, zda je v konkrétním případě vhodnější doplnění starších CNC obráběcích strojů technologickým CAM systémem, nebo modernizace stroje dosazením nového řídicího systému, je potřeba provést prohlídku dokumentace stroje a řídicího systému samotného.
Na straně řídicího systému CNC je důležité, aby nebylo nutno měnit řídicí systém: rychlost zpracování bloku, podpora kruhové interpolace, možnost externího načítaní NC programů do stroje.
Nepodstatné jsou naopak vlastnosti jako podpora pevných obráběcích cyklů, podpora vrtacích cyklů, podpora měřicích cyklů, makro programování nebo podpora univerzálních podprogramů.
Otázky konkrétně vašich strojů směřujte na firmu technology-support s.r.o., oficiálního distributora technologického software GibbsCAM.
Vlastimil Staněk, 2005, MM Průmyslové spektrum
(nevím co si myslíte vy, ale toto platilo v roce 2005 a platí i dnes!)
více info na vyžádání