podpora on-line |
seriál Konstrukce CNC obráběcích strojů, Technický tydeník, 2013Dodáním nebo odebráním tepla látce, tedy zvýšením, resp. snížením teploty se změní její objem – dochází k jejímu rozpínání nebo smršťování. V přírodě anomální chování vody okolo bodu mrazu napomáhá přežití organismů, ve světě lidských výtvorů změna objemu a u pevných látek s ní související změna rozměrů způsobuje technickým objektům řadu provozních problémů. Proto při návrhu a vývoji technických děl je tento fyzikální jev v řadě případů z uvažování nevylučitelný.
POŽADAVKY NA PŘESNOST SE ZVYŠUJÍ
 Teplo, teplota, tepelná vodivost, měrná tepelná kapacita, koeficient teplotní objemové roztažnosti slouží k popisu fyzikálního jevu, kterému se v tomto díle seriálu o obráběcích strojích věnujeme – jde o teplotní roztažnost. Technické objekty se s tímto pro ně palčivým jevem vypořádávají „jak je v daném oboru zvykem“. Na mostech nalezneme dilatační spáry, teplovodní potrubí jsou vybavována osovými kompenzátory typu „U“, vlnovcovými atd. V těchto případech je objekt navržen tak, aby v rozsahu provozních teplot zaručeně plnil svou funkci s tím, že v průběhu provozu se aktuální délka např. zmíněného potrubí nesleduje. Existují však obory, kde je pro zaručení správné funkce nutné znát v každém okamžiku změny rozměrů díla vlivem změny teploty objektu, popř. okolí. Příkladem jsou turbíny, medicínská technika a týká se to i těch obráběcích strojů, u kterých je snaha dosáhnout nadstandardních parametrů – vysoké výrobní přesnosti. V oboru obráběcích strojů jsou teplotní deformace sledovány zejména ve vztahu nástroj-obrobek. A protože mezi nimi se nachází nosná struktura – rám stroje, jsou právě rámy a jejich teplotní deformace velmi sledovanou součástí stroje. Rostoucí požadavky na přesnost výroby zvyšují intenzitu výzkumu a vývoje této oblasti konstrukce a provozu strojů. Zejména u vysokorychlostního obrábění, kdy se vysoké produktivity dosahuje rychlostním, nikoli silovým principem, jsou deformace vlivem ohřívání a ochlazování rámu a dalších částí stroje vyšší než vlivem sil, vznikajících při řezném procesu. Základní pro minimalizaci teplotních deformací jsou některé konstrukční principy a konstrukční uspořádání (řešení), jež uvádíme dále.
Teplo, teplota, tepelná vodivost, měrná tepelná kapacita, koeficient teplotní objemové roztažnosti slouží k popisu fyzikálního jevu, kterému se v tomto díle seriálu o obráběcích strojích věnujeme – jde o teplotní roztažnost. Technické objekty se s tímto pro ně palčivým jevem vypořádávají „jak je v daném oboru zvykem“. Na mostech nalezneme dilatační spáry, teplovodní potrubí jsou vybavována osovými kompenzátory typu „U“, vlnovcovými atd. V těchto případech je objekt navržen tak, aby v rozsahu provozních teplot zaručeně plnil svou funkci s tím, že v průběhu provozu se aktuální délka např. zmíněného potrubí nesleduje. Existují však obory, kde je pro zaručení správné funkce nutné znát v každém okamžiku změny rozměrů díla vlivem změny teploty objektu, popř. okolí. Příkladem jsou turbíny, medicínská technika a týká se to i těch obráběcích strojů, u kterých je snaha dosáhnout nadstandardních parametrů – vysoké výrobní přesnosti. V oboru obráběcích strojů jsou teplotní deformace sledovány zejména ve vztahu nástroj-obrobek. A protože mezi nimi se nachází nosná struktura – rám stroje, jsou právě rámy a jejich teplotní deformace velmi sledovanou součástí stroje. Rostoucí požadavky na přesnost výroby zvyšují intenzitu výzkumu a vývoje této oblasti konstrukce a provozu strojů. Zejména u vysokorychlostního obrábění, kdy se vysoké produktivity dosahuje rychlostním, nikoli silovým principem, jsou deformace vlivem ohřívání a ochlazování rámu a dalších částí stroje vyšší než vlivem sil, vznikajících při řezném procesu. Základní pro minimalizaci teplotních deformací jsou některé konstrukční principy a konstrukční uspořádání (řešení), jež uvádíme dále.
O TEPLOTNÍ DEFORMACI
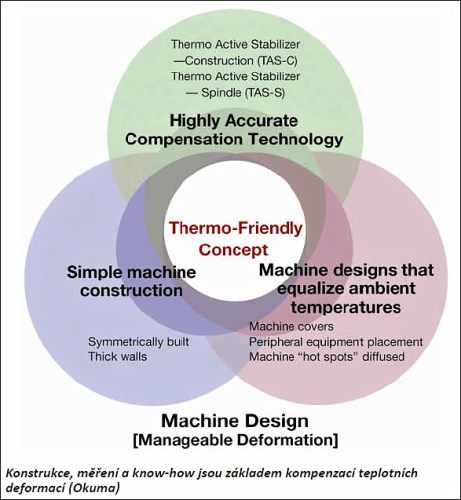
 Pod pojmem teplotněsymetrická konstrukce rámu se ukrývá takové konstrukční provedení, že v případě deformace vlivem ohřátí dochází ke změně rozměrů rámu, ale minimálně se mění jeho geometrická přesnost (kolmost pracovních os atd.). Některé konstrukční řešení rámů dokážou teplotní deformace i kompenzovat (eliminovat). Teplotněsymetrická konstrukce rámu je však uplatitelná pouze u některých typů strojů. Mnohdy funkcionalita – uspořádání pohybových os, pracovní funkce, jako je manipulace s obrobkem, odvod třísek atd. jsou pro komerční úspěch stroje důležitější než honba za tímto konstruktérským „idolem“. Pak pro minimalizaci teplotních deformací (teplotní stabilizaci) obráběcích strojů jsou aplikovatelné další, např. dále uvedené principy, nebo deformace musí být kompenzovány. Izolování zdrojů tepla – obráběcí stroje se stávají stále více kompaktní (snaha o malou zástavbovou plochu), přitom trvale roste instalovaný (reálný i vztažený k jednotce objemu) výkon pracovních vřeten, pohonů os. Základním návrhovým úkolem je důsledné zamezení existence tepelných mostů mezi zdroji tepla a částmi, které mají vliv na geometrickou přesnost stroje. Vhodné umístění zásobníku olejů, pasivních chladičů atd. – zásobníky provozních kapalin jsou velmi často integrovány do nosné struktury strojů. Obvykle jsou umísťovány co nejblíže spotřebičům, avšak z důvodu teplotního ovlivňování stroje je výhodnější je umístit tzv. na opačný konec stroje, čímž se dosáhne rovnoměrnějšího teplotního rozložení tepelných zdrojů. Oddělené chladicí jednotky mohou být rovněž pasivní, ale častěji z důvodů aktivního řízení chladicích procesů se používají aktivní chladicí jednotky s nuceným oběhem chladicího média. Přenos chladicího média od zdroje tepla ke chladiči je řešen tak, aby nedošlo ke kontaktu s rámem stroje. Zejména ve spojení s kvalitním izolováním tepelných zdrojů, aby se tyto enormně nepřehřívaly, je nezbytné uplatnit toto technické řešení.
Pod pojmem teplotněsymetrická konstrukce rámu se ukrývá takové konstrukční provedení, že v případě deformace vlivem ohřátí dochází ke změně rozměrů rámu, ale minimálně se mění jeho geometrická přesnost (kolmost pracovních os atd.). Některé konstrukční řešení rámů dokážou teplotní deformace i kompenzovat (eliminovat). Teplotněsymetrická konstrukce rámu je však uplatitelná pouze u některých typů strojů. Mnohdy funkcionalita – uspořádání pohybových os, pracovní funkce, jako je manipulace s obrobkem, odvod třísek atd. jsou pro komerční úspěch stroje důležitější než honba za tímto konstruktérským „idolem“. Pak pro minimalizaci teplotních deformací (teplotní stabilizaci) obráběcích strojů jsou aplikovatelné další, např. dále uvedené principy, nebo deformace musí být kompenzovány. Izolování zdrojů tepla – obráběcí stroje se stávají stále více kompaktní (snaha o malou zástavbovou plochu), přitom trvale roste instalovaný (reálný i vztažený k jednotce objemu) výkon pracovních vřeten, pohonů os. Základním návrhovým úkolem je důsledné zamezení existence tepelných mostů mezi zdroji tepla a částmi, které mají vliv na geometrickou přesnost stroje. Vhodné umístění zásobníku olejů, pasivních chladičů atd. – zásobníky provozních kapalin jsou velmi často integrovány do nosné struktury strojů. Obvykle jsou umísťovány co nejblíže spotřebičům, avšak z důvodu teplotního ovlivňování stroje je výhodnější je umístit tzv. na opačný konec stroje, čímž se dosáhne rovnoměrnějšího teplotního rozložení tepelných zdrojů. Oddělené chladicí jednotky mohou být rovněž pasivní, ale častěji z důvodů aktivního řízení chladicích procesů se používají aktivní chladicí jednotky s nuceným oběhem chladicího média. Přenos chladicího média od zdroje tepla ke chladiči je řešen tak, aby nedošlo ke kontaktu s rámem stroje. Zejména ve spojení s kvalitním izolováním tepelných zdrojů, aby se tyto enormně nepřehřívaly, je nezbytné uplatnit toto technické řešení.
ČEHO SE TÝKÁ AKTIVNÍ CHLAZENÍ
Chlazení jednotlivých komponent, ve kterých dochází vlivem existence pasivních odporů k vývinu tepla. Týká se zejména kuličkových šroubů, ložisek atd. Konstrukční řešení rámu stroje v místě kde jsou umístěna ložiska vřeten, uložení kuličkových šroubů jsou navržena tak, aby jejich nejbližší okolí mohlo být obtékáno médiem, které bude generované teplo odvádět. Vyvíjeny jsou vnitřně chlazené kuličkové šrouby, ve kterých je po celé délce otvor, jímž protéká chladicí médium. Přívod chladiva přes rotační převodník je nejčastěji z jedné strany, protože na opačné straně šroubu je připevněn pohybový motor. I tento motor je chlazený, přičemž chladicí médium protéká nosným dvouplášťovým tělesem motoru. Aktivní chlazení se týká i elektrovřeten, frézovacích hlav a dalších. Použití konstrukčních materiálů s malým koeficientem tepelné vodivosti a koeficientem objemové (délkové) roztažnosti, popř. malé měrné tepelné kapacity. Převážně se jedná o nekovové materiály, jakými jsou beton (vysokopevnostní cementový, polymerní), kompozity, přírodní kámen. S užitím těchto materiálů souvisí i nekonvenční nosné struktury strojů, kdy obráběcí stroj je řešen jako příhradová konstrukce tvořená z kompozitních materiálů. Minimalizaci teplotních deformací pro dosažení vysoké výrobní přesnosti lze rovněž ovlivnit vhodným programováním stroje – vhodnou návazností pracovních cyklů. Například přesné vrtání otvorů nebo měření obrobků na stroji se neprogramuje jako následná technologická operace po výkonovém frézování nebo soustružení. Takto lze programy navrhovat u výrob, kdy obráběcí čas výrobku je v řádu několika hodin. Dost těžko lze tyto zásady uplatnit v oblasti produkční výroby, kdy obráběcí čas na dílec je v řádu minut nebo sekund. Na druhou stranu lze předpokládat, že takto velmi (a „rovnoměrně“) vytížený stroj se bude nacházet dlouhodobě v teplotně stabilizovaném stavu. Řada strojů, bez ohledu na to zda jsou primárně frézovací, soustružicí, vrtací atd., musí být pro potřeby zákazníků vybavena kompenzacemi teplotních deformací (nejen) rámů. Tato potřeba roste s růstem multifunkčnosti strojů, kdy např. brousicí nebo jemně vyvrtávací operace lze na teplotně „rozkolísaném“ stroji, při vysoké přesnosti výroby a zachování výrobnosti, realizovat obtížně. Teplotní deformace rámu stroje vlivem pouhého teplotní protažení či smrštění při vhodné konstelaci vzhledem k pohybovým osám jsou dobře kopírovatelné upravením reálné polohy nástroje vůči obrobku. Avšak rámy obráběcích strojů se vlivem nerovnoměrného ohřevu v prostoru naklánějí, kroutí, což pro úplnou kvalitní kompenzaci jednonástrojových strojů by vyžadovalo potřebu 6 pracovních os. Avšak převážná většina současných CNC strojů je dvou, tří a čtyřosých. S počtem pohybových os a počtem nástrojů (vícevřetenové automaty, centra...) je situace ještě komplikovanější. Dále jsou uvedeny některé principy aktivní a za provozu prováděné kompenzace, které se v současnosti vyvíjejí nebo se uplatňují.
JAK MINIMALIZOVAT VLIV DEFORMACÍ
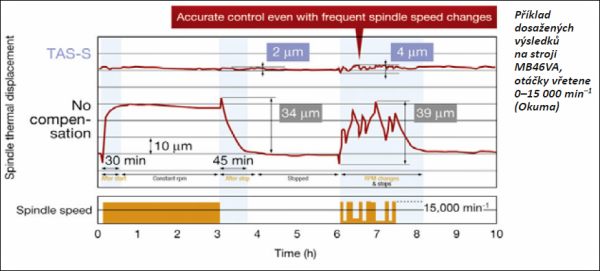
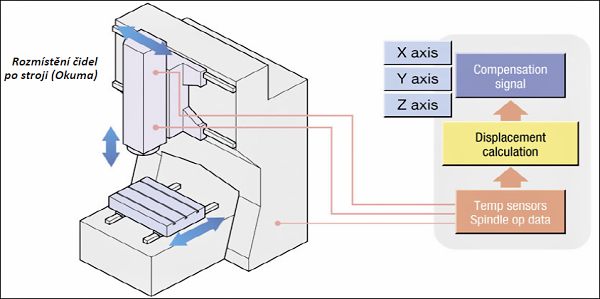
 Softwarové kompenzace na základě poznání vlastností stroje – empirie a učení. Ve fázi prototypových (experimentálních na míru účelu navržených) zkoušek je stroj vystaven důkladnému měření a simulacím standardních i nestandardních provozních stavů – dlouhodobě se obrábí, krátkodobě i skokově se mění zatížení pohonů atd. Měření tedy probíhá kvůli nalezení závislosti deformace stroje a jeho provozního zatížení, popř. teplotě okolí. Výsledkem je informace, že například při XXminutovém frézování vřetenem při YY% zatížení hlavního pohonu a ZZ% zatížení pohonů pohybových se rám ve směru x, y a z zreformuje o XY mm. Následně se do řídicího systému zavádí potřebné korekce. V principu se jedná o nejlevnější způsob jak minimalizovat vliv deformací rámu na přesnost stroje, protože zákazníkovi dodaný stroj neobsahuje měřicí čidla, karty, obvody. Není pochyb o tom, že uplatnění je u strojů, které samy mají větší opakovatelnost výroby, nepředpokládají se ze statistického hlediska významné odchylky v chování jednotlivých vyrobených strojů a pro eliminaci řady nejistot v odhadu a predikci chování stroje naleznou uplatnění učící se neuronové sítě. Vícero principů kompenzace teplotních deformací využívá on-line měření teploty, jak v pohonech, tak na jejích konstrukčních částech, rámu, okolní teploty. Na základě změřených dat se do matic uložených v řídicím systému zadávají korekční hodnoty. Pokrokovější metody na základě aktuálně změřených dat dokáží potřebné kompenzace dopočítat. Řízené teplotní deformace lze využít ke kompenzaci deformace částí obráběcího stroje vlivem gravitace. Uplatnění nachází například u horizontek. Při velkých vyloženích vřeteníků s pinolou dochází k jeho nezanedbatelné deformaci. Kompenzace se provádí tažnými – proměnlivě hydraulicky předepínanými tyčemi, jež jsou umístěny ve vřeteníku v místech tahových napětí. Alternativně lze kompenzovat průhyb topnými tělesy umístěnými v místech tlakových napětí. Řízené teplotní kompenzace přináší uspokojivé výsledky, problémy může přinášet pomalejší šíření vzduchu – rychlost deformace a její setrvačnost vůči pracovní rychlosti pohybových os.
Softwarové kompenzace na základě poznání vlastností stroje – empirie a učení. Ve fázi prototypových (experimentálních na míru účelu navržených) zkoušek je stroj vystaven důkladnému měření a simulacím standardních i nestandardních provozních stavů – dlouhodobě se obrábí, krátkodobě i skokově se mění zatížení pohonů atd. Měření tedy probíhá kvůli nalezení závislosti deformace stroje a jeho provozního zatížení, popř. teplotě okolí. Výsledkem je informace, že například při XXminutovém frézování vřetenem při YY% zatížení hlavního pohonu a ZZ% zatížení pohonů pohybových se rám ve směru x, y a z zreformuje o XY mm. Následně se do řídicího systému zavádí potřebné korekce. V principu se jedná o nejlevnější způsob jak minimalizovat vliv deformací rámu na přesnost stroje, protože zákazníkovi dodaný stroj neobsahuje měřicí čidla, karty, obvody. Není pochyb o tom, že uplatnění je u strojů, které samy mají větší opakovatelnost výroby, nepředpokládají se ze statistického hlediska významné odchylky v chování jednotlivých vyrobených strojů a pro eliminaci řady nejistot v odhadu a predikci chování stroje naleznou uplatnění učící se neuronové sítě. Vícero principů kompenzace teplotních deformací využívá on-line měření teploty, jak v pohonech, tak na jejích konstrukčních částech, rámu, okolní teploty. Na základě změřených dat se do matic uložených v řídicím systému zadávají korekční hodnoty. Pokrokovější metody na základě aktuálně změřených dat dokáží potřebné kompenzace dopočítat. Řízené teplotní deformace lze využít ke kompenzaci deformace částí obráběcího stroje vlivem gravitace. Uplatnění nachází například u horizontek. Při velkých vyloženích vřeteníků s pinolou dochází k jeho nezanedbatelné deformaci. Kompenzace se provádí tažnými – proměnlivě hydraulicky předepínanými tyčemi, jež jsou umístěny ve vřeteníku v místech tahových napětí. Alternativně lze kompenzovat průhyb topnými tělesy umístěnými v místech tlakových napětí. Řízené teplotní kompenzace přináší uspokojivé výsledky, problémy může přinášet pomalejší šíření vzduchu – rychlost deformace a její setrvačnost vůči pracovní rychlosti pohybových os.
Lubomír W. Novotný, převzato z Technického týdeníku
podrubriky seriál Konstrukce CNC obráběcích strojů, Technický tydeník, 2013: