podpora on-line |
seriál Řezné nástroje, Technický tydeník, 2012Stále se rozšiřuje používání nových materiálů, splňujících vysoké požadavky kladené na výrobky, které se z nich zhotovují (korozní prostředí, vysoké teploty, snaha o úspory hmotnosti atd.). Jejich vlastnosti jsou dány obsahem legujících prvků, tepelným zpracováním, anebo tím, že se jedná o neželezné kovy či materiály nekovové se zcela atypickými vlastnostmi.
Pro velmi hrubé porovnání bude pro každou skupinu uveden rozsah tvrdosti a měrné řezné síly, což je síla působící ve směru obrábění, nutná k oddělení třísky o průřezu 1 mm2 a tloušťce 1 mm. Vlastnosti materiálů třídy P – uhlíkových a nízkolegovaných ocelí – jsou obráběčům důvěrně známé; ty ostatní však vyžadují jiné podmínky obrábění a těm je věnována tato kapitola.
 |
|
Obr. 1: Řezné destičky Ceramtec, skupina WBN
|
MATERIÁLY TŘÍDY M – KOROZIVZDORNÉ OCELI AUSTENITICKÉ A FERITICKOAUSTENITICKÉ
Austenitické oceli jsou běžným typem korozivzdorných ocelí s obsahem chromu 12 – 30 % a niklu 7 - 25 %; korozivzdorné oceli feriticko – austenitické (duplexní) mají obsah chromu 22 – 25 %, niklu 4 -7 % a přísady molybdenu a dusíku; oba typy mají velmi malý obsah uhlíku. Mají sklon k vytváření dlouhé, obtížně dělitelné třísky a k mechanickému zpevnění povrchu; proto je žádoucí, aby řez probíhal pod mechanicky zpevněnou vrstvou. Jejich tvrdost se pohybuje mezi 200 – 300 HB a měrná řezná síla v rozmezí 1800 – 2400 N/mm2.
Při soustružení se doporučuje vždy použít řeznou kapalinu, která snižuje vliv účinků tepla a opotřebení ve tvaru žlábku; pro zamezení vzniku otřepů či nárůstku je vhodné použít geometrii s pozitivním úhlem čela a ostré břity. Duplexní oceli, které mají vyšší mechanickou pevnost, se hůře obrábí, vyžadují proto břitové destičky s dobrou pevností břitu i malé úhly nastavení. Při hrubovacím frézování se pro eliminaci vzniku nárůstku doporučují vysoké řezné rychlosti (150 až 250 m/min) a pro vyloučení tepelných trhlin je na rozdíl od soustružení vhodná práce za sucha. Je-li nutné použít při dokončovacím frézování pro lepší kvalitu povrchu řeznou kapalinu, pak je vhodné využít olejovou mlhu nebo systém MMS. Při vrtání mohou vzniknout problémy s odváděním třísky, proto je třeba pečlivě volit řeznou geometrii nástroje.
MATERIÁLY TŘÍDY K – LITINY
Litiny mají vysoký obsah uhlíku – minimálně 2 % - , který je v základní matrici obsažen v různé formě a tím ovlivňuje jejich základní vlastnosti. Mají velký rozsah tvrdostí (180 – 450 HB) i měrné řezné síly (700 – 1600 N/mm2); vytvářejí krátkou třísku. Při obrábění se používají velmi vysoké řezné rychlosti v rozsahu 250 – 800 m/min, avšak povrchové vměstky písku způsobují velké abrazivní opotřebení řezného nástroje. Abrazivní opotřebení hřbetu a tepelné trhliny jsou hlavními typy opotřebení řezných nástrojů při opracování litiny. Použitý karbidový substrát by proto měl být tvrdý a mít povlak se silnou vrstvou Al2O3. Pro vysokovýkonné soustružení se používají řezné materiály na bázi PCB a řezné rychlosti dosahující hodnot 1000 – 1800 m/min při posuvech 0,4 mm/ot a hloubce řezu do 3 mm (obr. 1), Ceramtec, destičky WBN 100 až 120). Dochází-li k vydrolování povrchu obrobku, je vhodné snížit posuv, aby se zmenšila tloušťka třísky. Běžně se obrábí zasucha, v některých případech, zejména pro snížení prašnosti nebo při soustružení spojitých řezů, se volí obrábění zamokra. Při vrtání nevznikají problémy s odváděním třísek a charakteristickým způsobem opotřebení je opotřebení vnějšího rohu břitu nástroje.
 |
|
Obr. 2: Řezná destička Mitsubishi AXD4000 pro opracování lehkých slitin
|
MATERIÁLY TŘÍDY N – NEŽELEZNÉ KOVY
Skupina zahrnuje měkké neželezné kovy o tvrdosti 30 – 130 HB a nízké měrné řezné síle okolo 300 – 700 N/mm2, výjimečně vyšší. Největší skupinou jsou slitiny hliníku s obsahem křemíku do 12 % , které vytvářejí dlouhou, relativně snadno kontrolovatelnou třísku. Vždy se používají VBD s pozitivní geometrií a ostrým břitem/břity (obr. 2 – destička Mitsubishi AXD4000); povlakované pro hrubování a pro dokončování lze použít i nepovlakované třídy. Slitiny Al s vyšším obsahem křemíku jsou extrémně abrazivní, a proto se k jejich opracování používají nástroje na bázi PCD. Problém představuje tvorba nárůstku, což vede ke vzniku otřepů nebo zhoršení kvality obrobeného povrchu – řešením je vyšší řezná rychlost pro zvýšení teploty v místě řezu a použití nástroje s ostrým břitem a pozitivní geometrií. Při obrábění slitin hliníku je hlavní funkcí řezné kapaliny znesnadnění ulpívání částic materiálu na břitu a odvádění třísek z pracovního prostoru. Řezné rychlosti při nasazení nepovlakovaných tříd dosahují 1000 – 2000 m/min, při nasazení PCB až 3000 m/min.
 |
|
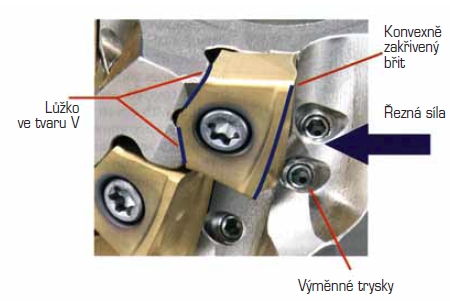
Obr. 3: Řezné destičky Mitsubishi VFX pro opracování titanu
|
Vysoké řezné rychlosti dovolují nastavit nízké hodnoty posuvu s cílem obdržet velmi kvalitní obrobený povrch, aniž by byla negativně ovlivněna produktivita procesu. Toho se s výhodou využívá při opracování rozměrných odlitků v automobilovém průmyslu. Na druhé straně, vysoké řezné rychlosti znamenají velmi vysoké otáčky fréz, a proto je nutné respektovat maximální přípustné otáčky nástroje a dbát příslušných bezpečnostních předpisů. Při vrtání mohou vzniknout problémy s odváděním dlouhé třísky.
MATERIÁLY TŘÍDY S – SPECIÁLNÍ ŽÁRUPEVNÉ SLITINY A SLITINY TITANU
U materiálů této skupiny je nutno počítat s vysokými řeznými silami – měrná řezná síla titanových slitin se pohybuje okolo 1300 – 1400 N/ mm2 a tvrdost od 200 do 400 HB, u speciálních žáruvzdorných slitin pak 2400 – 3100 N/mm2, resp. 200 – 300 HB. Vytvářejí obtížně kontrolovatelnou třísku, vzhledem ke špatné tepelné vodivosti a vysoké tvrdosti vznikají při obrábění vysoké teploty. Mají značnou pevnost za vysokých teplot a extrémní abrazivní účinky na břit nástroje; třísky slitin titanu navíc při velkých řezných rychlostech chemicky reagují s materiálem řezného nástroje. Obě skupiny vysoce namáhají břit – ať již dynamickými silami, vyvolanými článkovou třískou nebo řeznou silou, působící v těsné blízkosti břitu (obr. 3 – destičky Mitsubishi VFX pro opracování titanu). Hlavní druhy opotřebení řezného nástroje jsou opotřebení ve tvaru vrubu nebo lom v důsledku chemické degradace řezného materiálu. Vznik velkého množství tepla omezuje použitelnou řeznou rychlost; užívá se 20 – 50 m/min pro opracování titanu a 10 – 40 m/min pro opracování žáruvzdorných slitin karbidovými řeznými destičkami. Doporučuje se použít menší úhel nastavení nebo destičky kruhového tvaru. Je nutné vždy pracovat s řeznou kapalinou a dát přednost jejímu přívodu pod vysokým tlakem do těsné blízkosti břitu. Pro obrábění titanových slitin není vhodná práce s keramickými řeznými destičkami. Ty při obrábění žáruvzdorných slitin i přes malý doporučený posuv přinášejí velký nárůst produktivity - lze nastavit rychlosti 700 – 1000 m/min pro frézování, resp. 200 – 300 m/ min pro soustružení. Při frézování keramickými břitovými destičkami, nesnášejícími tepelné rázy, nelze použít řeznou kapalinu.
MATERIÁLY TŘÍDY H – ZUŠLECHTĚNÉ OCELI S PEVNOSTÍ NAD 1500 MPa A KALENÉ OCELI
Snaha eliminovat operaci broušení a zvýšit produktivitu vypuštěním některých navazujících operací vedla k řešení problematiky opracování ocelí o velké tvrdosti. Současné nástroje jsou schopny vyrovnat se s tvrzenými materiály o měrné řezné síle 3000 – 4750 N/mm2 a tvrdostech 40 – 70 HRc, což velmi zhruba odpovídá 370 – 770 HB. Nejčastější operací bývá dokončování a vznikající třísky lze dobře kontrolovat; obrábí se zasucha. Protože řezný proces charakterizují vysoké teploty a velké řezné síly, musí mít použitý řezný materiál vysokou odolnost proti plastické deformaci, chemickou stabilitu a odolnost proti abrazi. Vysoké teploty v místě řezu snižují řezné síly, a proto příliš nízké řezné rychlosti zvyšují řeznou sílu a mohou vést k lomu břitové destičky. S výhodou se používá kubický nitrid bóru (CBN), jehož použití se však nedoporučuje pro materiály o tvrdosti nižší než 48 HRc. Užití karbidických řezných materiálů pro frézování a vrtání bývá omezeno tvrdostí opracovávaného materiálu max. 60 HRc. Protože vznikající třísky jsou tvrdé, mohou snadno poškodit opracovaný povrch, je tedy nutno zajistit jejich řádný odvod – např. obrácenou montáží nástroje. Dalším požadavkem, podmiňujícím úspěch procesu, je eliminace vibrací, vhodným programováním dráhy nástroje zajištěný jeho pozvolný náběh do řezu a jeho opuštění. Proto pro práci se stopkovými frézami je záhodno užít trochoidální frézování. O kvalitě povrchu rozhoduje v neposlední řadě i optimální volba mikrogeometrie řezné hrany.
KOMPOZITNÍ MATERIÁLY
Základní vlastností kompozitních materiálů je, že nejsou homogenní. Sestávají z matrice, vyplněné zesilujícími částicemi nebo vlákny. Dle materiálu matrice a materiálu, velikosti, tvaru a způsobu uložení, resp. orientace výztužných prvků vyplývá obrovské spektrum druhů kompozitů a jejich vlastností, které se výrazně liší ve směru podél vláken a kolmo na ně. Pro potřeby tohoto článku jsou zvažovány kompozitní materiály s polymerní matricí a uhlíkovými vlákny. Pevnost v tahu je podél směru vláken zhruba 1500 MPa (u oceli 800 – 1100, u Al slitin 400 MPa) ve směru kolmém zhruba třetinová. Hustota 1875 kg/m3 (u oceli 7850, u Al slitin 2780 kg/m3) a měrná řezná síla je podstatně menší než u ocelí.
Tepelná odolnost polymerní matrice nepřesahuje 300 °C, a proto jsou omezeny i řezné rychlosti, aby nedošlo k teplotní degradaci obráběného kompozitu; hlavní typ opotřebení řezného materiálu představuje abraze - z tohoto důvodu se užívají karbidické řezné materiály s otěruvzdorným povlakem či materiály na bázi diamantu. Při obrábění nevznikají třísky, ale prach - proto se musí nasadit i výkonné odsávání, poněvadž se obrábí zasucha. Použité nástroje musí mít pozitivní geometrii a velmi ostrý břit, aby nedocházelo k třepení či delaminaci na styku opracované a neopracované plochy (obr. 4 – frézy Mitsubishi DFC). Řezné rychlosti se volí pro vrtání 20 – 60 m/min a pro frézování 200 – 500 m/min.; posuvy v řádu 0,04 – 0,13 mm/ot.
 |
|
Obr. 4: Stopkové frézy Mitsubishi DFC pro opracování kompozitů
|
OBRÁBĚNÍ GRAFITU
Přírodní grafit je velmi měkký, materiál pro výrobu elektrod má však uměle zvýšené mechanické vlastnosti – přesto je však hlavním druhem opotřebení řezných nástrojů abraze. Pro zhotovení subtilních tvarů se používají především monolitní stopkové frézy s pozitivní geometrií, opatřené DLC povlakem proti opotřebení otěrem. Pracuje se zasucha, je nutné účinné odsávání a řezné rychlosti v rozmezí 600 – 900 m/min a posuvy 0,02 -0,16 mm/zub.
Ing. Petr Borovan, převzato z Technického týdeníku
podrubriky seriál Řezné nástroje, Technický tydeník, 2012: